硅钢铁心片的模具设计与制造
来源:56doc.com 资料编号:5D4253 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D4253
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
摘 要
毕业设计是专业课程的理论学习和实践之后的最后一个教学环节。其主要目的:1、综合运用所学专业课程的理论和生产实践知识,进行冷冲模设计的实际训练,从而培养和提高学生独立工作的能力。2、巩固与扩充“冲压模工艺与设计”课程内容,掌握其设计的方法和步骤。3、掌握冲压模具设计的基本技能,如计算、绘图、查阅设计资料和手册;熟悉模具标准及其它有关的标准和规范,并在模具设计中加以贯彻。本课题将硅钢铁心片为设计模型,以冲压模具设计相关知识作为依据,利用autoCAD来提高设计的速度和质量,明确了设计思路,对冲压工艺各个具体部分进行了详细的计算和校核。最后用autoCAD把设计数据转换成一套模具装配图和零件图。加工摸具时采用模具CAD/CAM技术,方便、快捷、高精度的把图纸转换成实体。 通过本课题的模具设计,巩固和深化了所学知识,达到了预期的设计意图。
[关键词] 工艺;工艺性;倒装复合模具;落料;尺寸
Abstract: After the graduation project is the specialized curriculum theoretical study and the practice last the teaching link. Its main goal syntheses utilization study the specialized curriculum the theory and the production practice knowledge, carries on the Coldly flushes the molddesign the actual training, thus raises and sharpens the ability which the student independently works. Consolidates with the expansion "the ramming mold craft and the design" the curriculum content, grasps its design the method and the step. grasps the basic skill which the ramming mold designs, like computation, cartography, consult design material and handbook; The familiar mold standard and other related standards and the standard, and perform in the mold design to implement.Key word: The craft; the technology capability; invert the compound mold, falls the material; the size.
本次设计的图案是硅钢铁心片,材料厚度为0.5mm,经过分析可以知道零件的尺寸精度在IT11级以下的冲裁精度,查冲压手册表2-5需要采用IT7级的冲裁模具,才能满足零件的精度要求。
此件要求的外形尺寸及内孔尺寸精度不高,况且需用的零件批量又较大,所以选用复合模结构比较合适。
综上所述,零件的冲裁工艺与模具设计中需要着重解决以下几个问题:
(1)工艺方案和模具结构应保证能达所要求的高精度;
(2)冲模结构应能冲出冲件的复杂外形;
(3)冲裁模的制造精度和导向精度应适应冲件的厚度,模具间隙小的特点;
(4)冲裁模的强度和耐磨性应适应冲压材料强度高的特点
模具总体结构设计
3.1 模具结构形式的选择
复合模有两种结构形式:正装式和倒装式复合模。大多数情况下应优先考虑艺方案可知采用复合模冲采用倒装式的。这是因为倒装式的冲孔废料可以通过凸凹模漏料孔从压力机工作台中漏出。制件留在凹模内,只需在上模装一推出装置,借助压力机打杆就可以轻松的将制件推出。条料由下模的卸料装置脱出。这样操作方便而且安全,生产率高。而正装式复合模冲压成形后工件留在下模,需顶件装置向上顶出工件且冲孔废料留在凸凹模内被带上,再由推料装置推出,条料由上模卸料装置脱出,三者均留在下模刃口面上,如果万一来不及排除废料或未全部排除而进行再一次冲压,就容易使模具刃口崩裂,即发生叠冲事故。又因工件平直度要求不高,工件材料较硬,故采用倒装式复合模。
3.2 卸料、出件方式的选择
复合模冲裁时,条料将卡在凸凹模外缘,因此需要装卸料装置。根据倒装式复合模具冲裁的运动特点,该模具采用弹性卸料方式比较方便。但下模的弹性卸料装置有两种形式:一种是将弹性元件装在卸料板与凸凹模固定板之间,另一种是将弹性元件装在下模座下面。由于工件的条料卸料力不大,故采用前一种结构。
在倒装式复合模具中,冲裁后的制件留在上模部分的落料凹模内,需要由刚性或弹性推件装置推出,刚性推件装置不会失灵,可以将制件可靠的有凹模推出,但刚性推件装置有冲击力,对工件无压平作用,但对于工件精度要求不是很高的工件来说,采用刚性推件装置,结构紧凑,维护方便,能够保证工件精度要求,故采用用刚性推件装置。
3.3.定位方式的选择
因为该模具采用的是条料,控制条料的送进方向采用导料销;控制条料的送进步距采用橡胶弹顶的活动挡料销来定步距。而第一件的冲压位置因为条料有一定的余量,可以靠操作工人目测来确定。
3.4 导向方式的确定
为了提高模具的寿命和工件质量,方便安装、调整、维修模具,该复合模采用中间导柱模架。为了提高模具的导向精度,选用导柱、导套导向。由于冲压件的精度要求不是很高。又选用滑动导柱、导套导向。
目 录 7300字
一.绪论 1
二. 工件工艺性分析 3
2.1 分析冲压件的工艺性 3
2.2 冲压工艺方案确定 3
2.3 排样图的设计与材料利用率的计算 3
三. 主要工艺计算 4
3.1 确定压力中心 4
3.2 排样方式,搭边的确定 4
3.3 条料宽度计算 4
3.4 计算材料利用率 5
3.5 计算冲裁间隙 5
3.6 冲裁工艺力的计算 5
3.7压力机公称压力的选择 7
四. 模具凸模、凸凹模、凹模的设计 7
4.1 冲孔凸模设计 7
4.2 落料凸模的设计 8
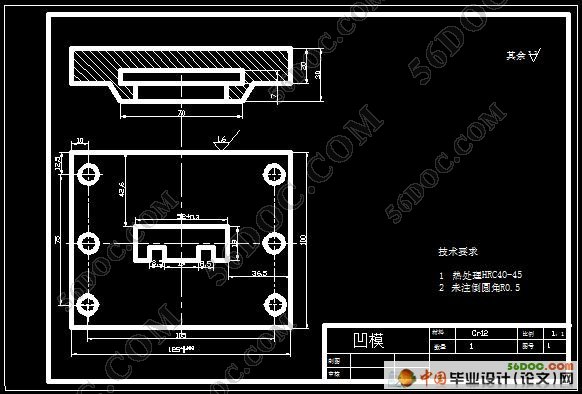
4.3 凹模的设计 9
4.4凸模与凹模的固定 11
五. 模具卸料及顶件装置的设计 11
5.1 卸料板 11
5.2 定位装置的选用 12
5.3 导向装置的选用 12
六.模具工件零件的加工工艺 13
6.1模具典型零件机械加工工序卡 13
6.2凹模加工的工艺路线 13
七.模具的总装配 14
7.1 零件的加工与选购 14
7.2 确定装配基准件 14
7.3 安装上模部分,安装下模部分 14
7.4 检验 15
7.5 试冲 15
结 束 语 15
参考文献 16
|