МгЙЄЪЏгЂБэЕцЦЌМЖНјФЃОпЩшМЦ(ИНЛњаЕМгЙЄЙЄвеПЈ)(КЌШЮЮёЪщ,ПЊЬтБЈИц,жаЦкМьВщБЈИц,БЯвЕТлЮФЫЕУїЪщ9000зж,cadЭМжН7еХСуМўЭМ1еХзАХфЭМ)
еЊ вЊ
БОЩшМЦЕФЬтФПЪЧМгЙЄЪЏгЂБэЕцЦЌЕФМЖНјФЃОпЃЌЭЈЙ§ЖдЗНАИЕФбЁдёХХбљЕФМЦЫуЃЌГхбЙСІЕФМЦЫуКЭбЙСІжааФШЗЖЈЕФМЦЫувдМАЭЙАМФЃШаПкЕФМЦЫуЕШЪЙБОИБФЃОпЛљБОЗћКЯГхбЙвЊЧѓЃЌгЩгкЪЏгЂБэЕцЦЌЕФУцЛ§НЯаЁЃЌВФСЯНЯБЁВЂЧвH62гВЖШКмЕЭЃЌЫљвдВЩШЁМЖНјФЃОпМгЙЄЃЈБОИБФЃОпЮЊ2ИіЙЄЮЛЃЉЯШГхПзЃЌдйгУЭЙФЃОЙ§СНДЮЫЭНјЭъећЕФТфСЯЪЕЯжСуМўЕФГЩаЮЁЃ
МЖНјФЃОпЕФОЋЖШвЊЧѓКмИпЕМЯђвЊЧѓЪЎЗжОЋШЗЃЌдкЩшМЦБОИБФЃОпЪБгіЕНКмДѓЕФзшСІОЙ§ЖдИїЗНАИЕФбЁдёКЭХХГ§зюжеВХбЁдёДЫЗНАИЁЃЭЈЙ§НќШ§жмЕФЦДВЋЃЌБОИБМЖНјФЃОпЩшМЦжегкЭъГЩЁЃИљОнБъзМФЃМмЕФбЁдёЃЌжЦзїЭЙАМФЃВФСЯЕФбЁдёвдМАЕМЯђКЭЫЭНјОЋЖШЕФШЗЖЈБОФЃОпЫљМгЙЄГіЕФЪЏгЂБэЕцЦЌТњзувЊЧѓЃЌЗћКЯЪаГЁЕФашвЊЁЃ
гЩгкЩшМЦепЕФФмСІЫљЯоЃЌЩшМЦжаЕФВЛзужЎДІЛЙгаКУЖрР§ШчЃКВФСЯРћгУТЪЗНУцНі29.8%ЃЌЛсЖдОМУаЇвцгагАЯьЃЌЕЋВФСЯРћгУТЪЕФДѓаЁгЩЙЄМўаЮзДКЭХХбљОіЖЈЃЌЪЏгЂБэЕцЦЌСНБпДѓЧвВЛЖдГЦЃЌжаМфКмеЫљвдХХбљКѓВФСЯРћгУТЪНЯЕЭЁЃИљОнЁЖЪЕгУФЃОпММЪѕЪжВсЁЗЃЌБОФЃОпЕФГхВУСІВЛДѓОЋЖШЛљБОФмБЃжЄЕФЧАЬсЯТбЁдёСЫЖдНЧЕМжљФЃМмЁЃЯраХВЛОУБОФЃОпЭЖШыЪаГЁвЛЖЈФмДјРДКмКУЕФаЇвцЗўЮёДѓжкЃЌЗўЮёЩчЛсЁЃ
ЙиМќДЪЃКМЖНјФЃЁЂХХбљЁЂбЙСІжааФ.
Mold design of the processing quartz form bolster core
Summary
Topic that design originally to process quartz form grade bolster of core enter mould , rank the calculation of kind through the choice the scheme, it makes this pair of moulds accord with the request of pressing basically to press calculation , calculation which the pressure centre confirm and calculation of the protruding concave mould blade of strength ,etc., because the area of the quartz form bolster core is relatively small, the material is very more small in hardness than thin and H62, so adopt grade enter the mould and process (this pair of moulds are for 2 pieces of engineering location ) and wash holes first , and then send to blanking and realize the taking shape of the part twice by making the protruding mould upЁЃ
Grade enter precision of mould expect very much and lead demanding to be very accurate, the obstruction that it is very great to meet while designing this pair of moulds is through and gets rid of and chooses this scheme to the choice of every scheme finally. Through the striving of nearly three weeks, this each enters mold design to finish at last. According to the choice of the standard mould shelf, choice , direction and quartz form bolster core processed of a mould of sureness sent to the precision of making protruding concave mould material meet the demands, meet market's needs.
The because designer one it restrict with ability, have much weak point in design for example: The material utilization ratio is only 29.8%, will influence economic benefits, but the size of the material utilization ratio and arranges one kind of decisions by the form of the work piece, the quartz form bolster core both sides are large and asymmetric, the material utilization ratio is relatively low after the middle is very narrow to arranges kind. According toЁЖpractical mould technical manualЁЗ, the blanking strength of this mould leads the post mould shelf opposite angles not quite choosing under the prerequisite that the precision can be guaranteed basically. Can unquestionably bring very good benefit and serve the general public to invest the market while believing a mould soon, serve the society.
Key words: transfer moldЁЂ schemeЁЂpressure centreЁЃ
ВхЭМЧхЕЅ
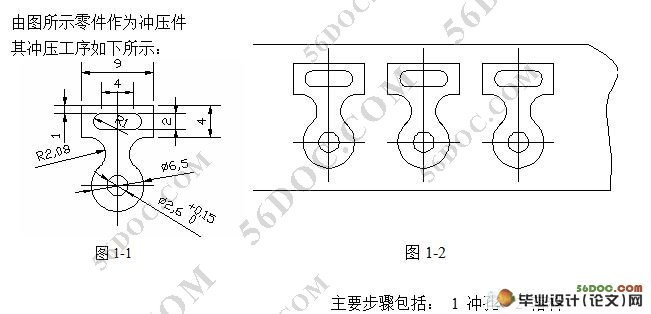
ЭМ1-1 СуМўЭМ-------------------------------------------------------------------3
ЭМ1-2 ГхбЙЙЄађЭМ-------------------------------------------------------------3
ЭМ1-3 УЋХїХХбљЭМ-------------------------------------------------------------4
ЭМ1-4 ТфСЯШаПкЭМ-------------------------------------------------------------5
ЭМ1-5 ЙЄЮЛХХбљЭМ-------------------------------------------------------------6
ЭМ2-1 ФЃОпНсЙЙЪОвтЭМ-------------------------------------------------------10
ЭМ4-1 Гх ЕФПзЕФЭЙФЃЭМ------------------------------15
ЭМ4-2 Гх4×2ПзЕФЭЙФЃЭМ----------------------------------15
ЭМ4-3 ТфСЯЭЙФЃЩшМЦЭМ--------------------------------------------------------16
ЭМ4-4 ЭЙФЃАхЭМ-----------------------------------------------------------------17
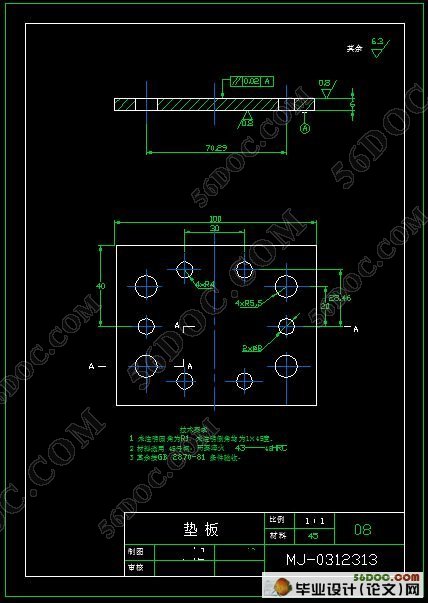
ЭМ4-5 ЕМСЯАхЭМ-----------------------------------------------------------------17
ЭМ4-6 аЖСЯАхЭМ-----------------------------------------------------------------18
ЭМ4-7 аЖСЯТнЖЄЭМ--------------------------------------------------------------19
ЭМ4-8 ФЃБњЭМ--------------------------------------------------------------------20
ЭМ4-9 дВжљЯњЭМ-----------------------------------------------------------------20
ЭМ5-1 СуМўГхбЙХХбљЭМ--------------------------------------------------------21
БэИёЧхЕЅ
Бэ1-1 ГхбЙСІМЦЫуБэ--------------------------------------7
Бэ1-2 бЙСІжааФМЦЫу--------------------------------------8
Бэ3-1 ЭЙЁЂАМФЃЕФШаПкМЦЫуБэ--------------------------13
|