石英表铁芯模具设计(含任务书,开题报告,中期检查表,毕业论文说明书9000字,cad图纸12张)
摘 要
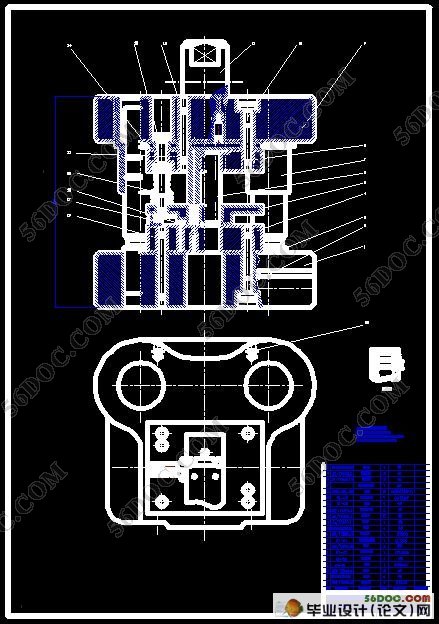
本设计的题目是加工石英表铁芯的级进模具,通过对方案的选择排样的计算,冲压力的计算和压力中心确定的计算以及凸凹模刃口的计算等使本副模具基本符合冲压要求,由于石英表铁芯的面积较小,材料较薄并且1Cr12硬度很高,中间横梁的连接处宽度只有0.8mm,所以加工难度大设计困难。0.8mm的凸模不容易加工出来,所以采取级进模具加工。先冲孔,再用凸模经过两次送进完整的落料实现零件的成形,只有这样才避免冲孔后直接落料0.8mm宽的横梁的麻烦。
级进模具的精度要求很高导向要求十分精确,在设计本副模具时遇到很大的阻力经过对各方案的选择和排除最终才选择此方案。通过近三周的努力,本副级进模具设计终于完成。根据标准模架的选择,制作凸凹模材料的选择以及导向和送进精度的确定本模具所加工出的石英表铁芯满足要求,符合市场的需要。
由于设计者的能力所限,设计中的不足之处还有好多例如:材料利用率方面仅55%,会对经济效益有影响,但材料利用率的大小由工件形状和排样决定,石英表铁芯两边大且不对称,中间很窄所以排样后材料利用率较低。还有多工位级进模具益采用四角导柱模架—《实用模具技术手册》,本模具的冲裁力不大精度基本能保证的前提下选择了后侧导柱模架。相信不久本模具投入市场一定能带来很好的效益服务大众,服务社会。
关键词:级进模、冲孔、凸凹模、
Mold design of the processing quartz form iron core
Abstract
Topic that design originally to process quartz form grade , iron of core enter mould , rank the calculation of kind through the choice to the scheme, it makes this pair of moulds accord with the request of pressing basically to press calculation , calculation which the pressure centre confirm and calculation of the protruding concave mould blade of strength ,etc., because the area of the quartz form iron core is relatively small, the material is very more high in hardness than thin and Cr12, there is only 0.8mm in the width of junction of the middle crossbeam , so process the degree of difficulty and design the difficulty greatly. The protruding mould of 0.8mm is not easy to process out, so adopt grade enter the mould and process (this pair of moulds are for 3 pieces of engineering location ) and wash holes first , and then send to intact blanking and realize the taking shape of the part twice by making the protruding mould up, only in this way avoid washing the trouble of the direct blanking 0.8mm wide crossbeam after holes.
Grade enter precision of mould expect very much and lead demanding to be very accurate, the obstruction that it is very great to meet while designing this pair of moulds is through and gets rid of and chooses this scheme to the choice of every scheme finally. Through the striving of nearly three weeks, this each enters mold design to finish at last. According to the choice of the standard mould shelf, choice , direction and quartz form iron core processed of a mould of sureness sent to the precision of making protruding concave mould material meet the demands, meet market's needs.
The because designer one it restrict with ability, have much weak point in design for example: The material utilization ratio is only 21%, will influence economic benefits, but the size of the material utilization ratio and arranges one kind of decisions by the form of the work piece, the quartz form iron core both sides are large and asymmetric, the material utilization ratio is relatively low after the middle is very narrow to arranges kind. There is many workers location grade that enters benefit of the mould and adopts four mao and leads the post mould shelf - " practical mould technical manual ", the blanking strength of this mould leads the post mould shelf the middle not quite choosing under the prerequisite that the precision can be guaranteed basically. Can unquestionably bring very good benefit and serve the general public to invest the market while believing a mould soon, serve the society.
Keyword:multistage too、lspunched hole、punch-die
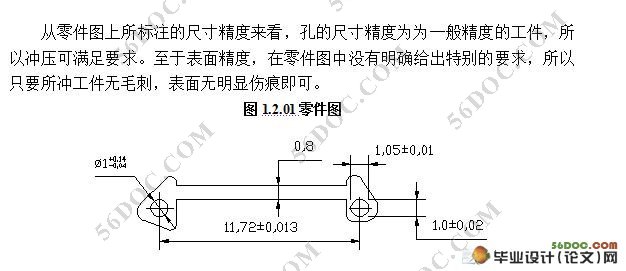
本冲压件为石英表铁芯,从工件的形状来看两边结构随有不同,但基本对称,所以可便于冲裁时的排样。从外形来看,此工件无尖角,都采用了原弧过度,外边圆角随未标注尺寸,但从与 1.0的圆孔比较来看,其圆角半径也都均符合冲裁件最小圆角半径的要求。本工件的最小宽度为0.8 ,大于冲裁件的最小宽度尺寸。此工件中有 1.0 的圆孔和1.05 为长轴,1.0为短轴的椭圆,此两个空也 符合冲孔的最小尺寸要求。两孔间距为11.72 ,大于4 的最小间距值,故也符合要求。
|