ЕЖаОжсЪ§ПиМгЙЄЙЄвеМАБрГЬ(CADСуМўЭМ,ЙЄвеПЈ,ЙЄађПЈ,МгЙЄГЬађЧх
РДдДЃК56doc.com зЪСЯБрКХЃК5D17728 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D17728
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
ЕЖаОжсЪ§ПиМгЙЄЙЄвеМАБрГЬ(CADСуМўЭМ,ЙЄвеПЈ,ЙЄађПЈ,МгЙЄГЬађЧхЕЅ)(ТлЮФЫЕУїЪщ11000зж,CADЭМжН2еХ,ЙЄвеПЈ,ЙЄађПЈ,Ъ§ПиМгЙЄГЬађЧхЕЅ)
еЊвЊ
ЕЖаОжсВПМўгЩжїжсЁЂжсГаЁЂДЋЖЏМўЃЈШчГнТжЁЂДјТжЃЉКЭЙЬЖЈМўЃЈШчТнФИЃЉЕШзщГЩЃЌЪЧЛњДВЕФживЊзщГЩВПЗжЁЃЛњДВЙЄзїЪБгЩЕЖаОжсМаГжЙЄМўЃЈГЕДВЃЉЛђЕЖОпЃЈзъДВЁЂялДВЁЂЯГДВЁЂФЅДВЕШЃЉжБНгВЮМгБэУцГЩаЮдЫЖЏЃЌЫљвдЃЌЕЖаОжсжсВПМўЕФЙЄзїадФмЖдМгЙЄжЪСПКЭЛњДВЩњВњТЪгаживЊгАЯьЁЃ
БОЮФеыЖдЬсЙЉЕФЕЖаОжсСуМўЃЌВЂЖдЕЖаОжсНјааМгЙЄЙЄвеЕФЙцГЬЩшМЦЃЌАќРЈСЫЕЖаОжсжсЕФЪ§ПиГЕЯїМгЙЄЃЌНщЩмСЫЪ§ПиГЕЕФМгЙЄЙЄвеМАЪ§ПиБрГЬЃЌвдДЫЕЖаОжсжсНјааЪ§ПиГЕЕФМгЙЄЙЄвеБржЦКЭЪ§ПиБрГЬЕФЩшМЦЁЃ
ЙиМќДЪЃКЕЖаОжсЃЌЪ§ПиГЕЯїЃЌЪ§ПиБрГЬЃЌМгЙЄЙЄве
2.2СуМўЕФГпДчБъзЂЗжЮі
СуМўЭМЩЯЕФГпДчЪЧжЦдьЁЂМьбщСуМўЕФживЊвРОнЃЌЩњВњжавЊЧѓСуМўЭМжаЕФГпДчВЛдЪаэгаШЮКЮВюДэЁЃдкСуМўЭМЩЯБъзЂГпДчЃЌГ§вЊЧѓе§ШЗЁЂЭъећКЭЧхЮњЭтЃЌЛЙгІПМТЧКЯРэадЃЌМШвЊТњзуЩшМЦвЊЧѓЃЌгжвЊБугкМгЙЄЁЂВтСПЁЃ
ЙигкГпДчБъзЂжївЊАќРЈЙІФмГпДчЁЂЗЧЙІФмГпДчЁЂЙЋГЦГпДчЁЂЛљБОГпДчЁЂВЮПМГпДчЁЂжиИДГпДчЕШЕШЁЃ
ИУСуМўЭМЫЕБъзЂЕФГпДчОљЭъећЃЌЗћКЯЙњМввЊЧѓЃЌЮЛжУзМШЗЃЌБэДяЧхГўЁЃ
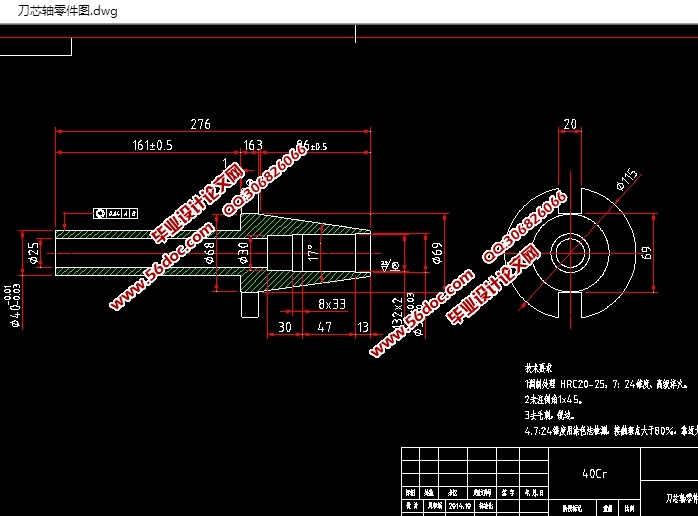
2.3СуМўЕФМИКЮвЊЫиЗжЮі
ДгЭМЗжЮіЕУжЊЃЌИУСуМўЕФНсЙЙжївЊгЩдВжљУцЁЂдВзЖУцЁЂТнЮЦПзЁЂФкПзЕШЬиеїзщГЩЃЌетаЉЬиеїдкЦеЭЈГЕДВЩЯФбвдЭъГЩЃЌашвЊдкЪ§ПиГЕЩЯМгЙЄЁЃ
2.4СуМўЕФММЪѕвЊЧѓЗжЮі
ИУСуМўЕФГпДчОЋЖШвЊЧѓгаЃКГпДч ЕФГпДчОЋЖШЕШМЖЮЊIT7МЖЁЂГпДчЇЖ25ЕФГпДчОЋЖШЕШМЖЮЊIT12МЖЁЂЭтдВГпДчЇЖ68ЕФГпДчОЋЖШЕШМЖЮЊIT12МЖЁЂФкТнЮЦГпДчM32X2ЕФГпДчОЋЖШЕШМЖЮЊIT9МЖЁЂГпДчφ34 ЕФГпДчОЋЖШЕШМЖЮЊIT7МЖЃЌЦфгрЮДзЂГпДчОЋЖШЙЋВюАДIT12НјааПижЦЁЃ
ИїжсЖЮЕФЮЛжУОЋЖШгаЃК161 ЕФОЋЖШЮЊIT6МЖЁЂ96+0.2ЕФОЋЖШЕШМЖЮЊIT7МЖЁЂЦфгрЕШМЖАДIT12ЕШМЖНјааПижЦЁЃ
БэУцДжВкЖШвЊЧѓгаЃК ЭтдВЁЂ34 ФкПзЁЂ17°φ69дВзЖУцБэУцДжВкЖШЮЊ1.6ЁЂФкПзГпДчφ34 ФкПзЕФБэУцДжВкЖШЮЊRa1.6umЃЌЦфгрЮДзЂБэУцДжВкЖШЮЊRa6.3umЁЃ
злЩЯЫљЪіЃЌИУСуМўЕФМгЙЄОЋЖШНЯИпЃЌгІЩшМЦБШНЯКЯРэЕФМгЙЄЗНАИЃЌбЁдёКЯЪЪЕФЕЖОпЃЌКЯЪЪЕФЧаЯїВЮЪ§ЕШЕШЁЃ
ФП ТМ
еЊвЊ...........................................................I
1еТ аїТл.......................................................5
1.1Ъ§ПиМгЙЄЕФНщЩм....................................................7
2жїжсСуМўМгЙЄЙЄвеЩшМЦ.........................................16
2.1аОжсСуМўЕФЙЄвеЗжЮі...............................................16
2.2ЕЖаОжсСуМўЕФЙЄвеАВХХ.............................................16
2.3БржЦМгЙЄЙЄве.....................................................16
2.4ЪжЖЏБржЦГЬађ.....................................................19
2.5ШЗЖЈЧаЯїгУСПМАЛљБОЙЄЪБ...........................................19
2.5.1ДжГЕЭтдВφ115ЁЂφ40МАЖЫУц....................................19
2.5.2ЕїЭЗзАМаЃЌГЕгвЖЫдВзЖУцМАСтНЧВлУц.............................19
2.5.3 ОЋГЕЭтдВ жСГпДч.......................................19
2.5.4ДжГЕM32ФкТнЮЦПзЕзПзЁг30ЃЌГЕM32ФкТнЮЦПз......................19
2.5.5ДжГЕЁЂОЋГЕФкПз жСГпДч..................................19
2.5.6ЯГПэ20Вл....................................................19
2.5.7зъЁг25ЁЂЁг30ФкПзжСГпДч........................................19
3ЕЖаОжсСуМўЕФЪ§ПиБрГЬМгЙЄ.....................................21
3.1Ъ§ПиБрГЬЕФЖЈвх...................................................21
3.2Ъ§ПиБрГЬЕФЗжРр...................................................22
3.2.1БрГЬЗНЗЈЕФбЁдё...............................................24
3.3Ъ§ПиБрГЬдЕуЕФШЗЖЈ...............................................26
3.4Ъ§ПиМгЙЄГЬађЧхЕЅ.................................................27
жТаЛ..........................................................28
ВЮПМЮФЯз......................................................29
ИНТМ..........................................................30
|