组合机床液压系统设计及PLC控制(含CAD液压原理图接线图)(任务书,论文说明书14000字,CAD图纸3张)
摘要
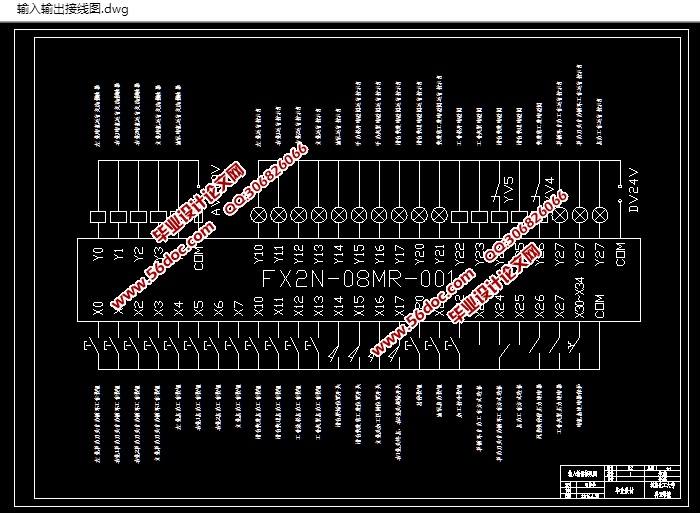
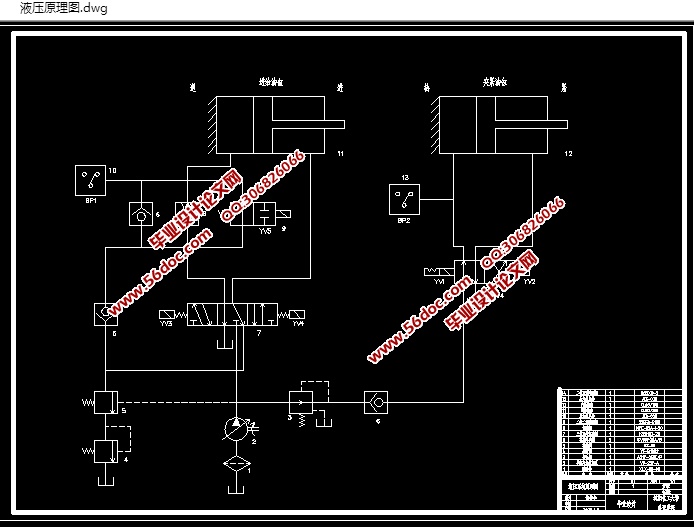
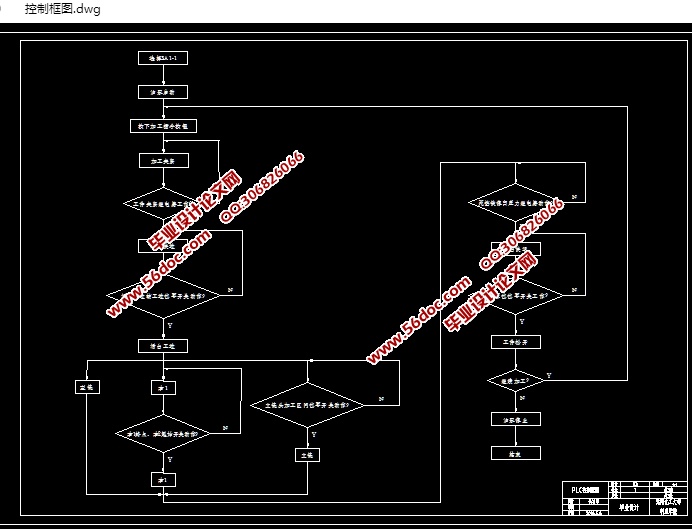
文章以三面铣组合机床为研究对象,通过对主要结构和运动形式的探究以及对机床的工作过程和控制要求分析,给出了机床动作循环图、液压元件动作表,并采用PLC控制系统的设计方法, 进行了软硬件设计,列出了PLC的I/O地址分配表,绘制了PLC的I/O分配图和单循环自动工作流程图,编写PLC控制程序的梯形图和指令表。
可编程控制器(PLC)是以微处理器为核心的通用工业控制装置,它将传统的继电器接触器控制系统与计算机控制技术紧密结合 ,集计算机、控制、通讯于一体,具有可靠性高、通用性强、易于使用、维修方便、价格便宜等优点,为工业自动化提供了近乎完美的自动控制装置。
根据我国当前的情况,继电器-接触器控制系统依然是机械设备最常用的电气控制方式,许多企业和高校实习工厂的机床和设备仍采用传统的继电器-接触器控制系统。随着科学技术发展,可编程控制器的出现,许多以继电器-接触器控制系统的组合机床通过电路改进,采用可编程控制系统,无论在性能上或者效率上都能得到很大提升。因此,采用PLC对机床电气控制系统进行技术改造,很有益处。
本课是以三菱电机公司的FX2N系列PLC作为组合机床的主控制器,同时连接PC端,通过PLC控制液压系统,实现一个全新的自动控制系统。
关键词:可编程控制器(PLC);组合机床;液压控制系统。
Abstract
Taking three surface milling combination machine tools for research object, and through the main structure and form of movement of exploration and for machine tools work process and control requirements analysis is presented, the machine operating cycle diagram, hydraulic components action list, And PLC control system design method of software and hardware design, lists the PLC I/O address allocation worksheets, painted PLC I/O assignment graph and single automatic work flowchart, write PLC control program ladder diagram and instructions list.
Programmable controller (PLC) is a microprocessor as the core of general industrial control device, It will be the traditional relay contactor control system and computer control technology. Integrating computer, control, communications, and has high reliability, strong commonality, easy to use and convenient maintenance, cheap price, for industrial automation provides a nearly perfect automatic control device.
According to the current situation in our country, Relay - contactor control system is still a mechanical equipment what is the most common way of electric control, Many companies and universities internship factory machines and equipments are still using traditional Relay - contactor control system. With the development of science and technology, the emergence of programmable controller, Many Relay - contactor control system of modular machine tool by circuit improvement, adopt the programmable control system, whether in performance or efficiency can be improved. Using the PLC to improving the electrical control system of nc machine tools has a good outcome.
This essay use the FX2N series PLC of Mitsubishi Electric Corporation as main controller of modular machine tool, connecting the PC at the same time. Through the PLC control hydraulic system, creates a new automatic control system.
Keywords: programmable controller (PLC); modular machine; hydraulic control system.

目录
引言 1
第一章 组合机床及其概述 2
1.1 机床简介 2
1.2 发展历史 2
1.3 加工方式 3
1.4 部件分类 3
1.5 机床发展 4
1.6 工艺范围与设计类型 4
1.7 三面铣组合机床概述 5
1.7.1 机床主要结构部件 5
1.7.2 机床加工工件示意图 5
1.7.3 机床工作过程 5
第二章 液压传动设计 7
2.1液压传动概述 7
2.1.1基本原理 7
2.1.2 理论应用 7
2.1.3 液压机械系统 8
2.1.4 液压传动的优缺点 8
2.1.5 液压系统设计原则 9
2.2工况分析 9
2.3拟定液压原理图 14
2.4液压元件的选择 16
2.5液压系统性能验算 19
第三章 PLC控制系统设计 22
3.1 PLC概述 22
3.1.1 基本结构 22
3.1.2 功能特点 23
3.2 PLC控制系统设计的基本原则和步骤 25
3.3 PLC的选型 25
3.4 PLC的I/O接口与主电路设计 27
3.4.1 PLC的I/O分配表与接线图 27
3.4.2 主电路设计 29
3.5 PLC控制系统程序设计 31
3.5.1 程序流程图设计 31
3.5.2 程序设计 32
参考文献 35
致谢 36
附录一 梯形图 37
附录二 指令表 42
|
