基于PLC自动物料分拣系统设计(附PLC梯形图,CAD图,组态)(论文说明书15000字,CAD图1张,组态)
本文在对目前熟悉了自动及物料分拣管理系统的一些基本原理技术进行深入研究的理论基础上,根据一定的物料分拣设计要求,采用了一套总体化的分拣设计原理思路,充分考虑各自的不同特性并对其功能进行了优势互补和综合优化,设计了一个分拣物料的集中传送和自动分拣管理系统。此分拣系统以plc为主要的自动控制器,结合了电子传感器控制技术,气动控制装置和物体位置自动控制等先进技术,并通过设计运用梯形图进行编程,实现了对不同颜色的原材料的分拣。具备系统稳定性、高效性能、易控制、低错率四大特点,对不同分拣类型的商品分拣系统物料,稍加修改程序和方式本分拣系统就一样可以轻松达到这些要求。
关键词:可编程自动化控制器( plc ),传感器,气动控制,
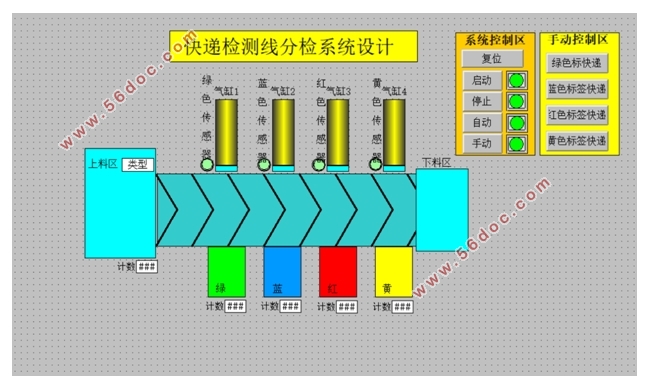
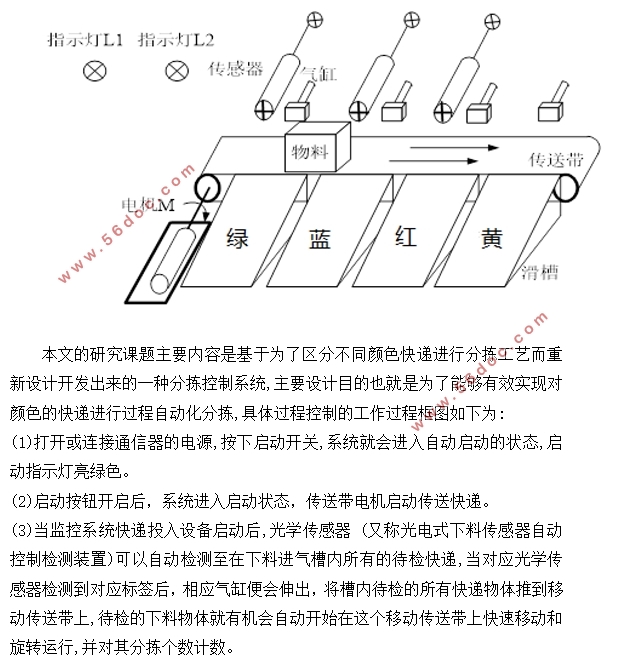
本文的研究课题主要内容是基于为了区分不同颜色快递进行分拣工艺而重新设计开发出来的一种分拣控制系统,主要设计目的也就是为了能够有效实现对颜色的快递进行过程自动化分拣,具体过程控制的工作过程框图如下为:
(1)打开或连接通信器的电源,按下启动开关,系统就会进入自动启动的状态,启动指示灯亮绿色。
(2)启动按钮开启后,系统进入启动状态,传送带电机启动传送快递。
(3)当监控系统快递投入设备启动后,光学传感器 (又称光电式下料传感器自动控制检测装置)可以自动检测至在下料进气槽内所有的待检快递,当对应光学传感器检测到对应标签后,相应气缸便会伸出,将槽内待检的所有快递物体推到移动传送带上,待检的下料物体就有机会自动开始在这个移动传送带上快速移动和旋转运行,并对其分拣个数计数。
(5)自动当系统采用绿色传感器元件检测时,来保证检测到所得到为带有绿色标签的快递, ,当带有绿色标签的快递通过相应光学传感器后,相应气缸会伸出,将带有绿色标签的分拣到相应区域,同时计数。
(6)自动当系统采用蓝色传感器元件检测时,来保证检测到所得到为带有蓝色标签的快递, ,当带有蓝色标签的快递通过相应光学传感器后,相应气缸会伸出,将带有蓝色标签的分拣到相应区域,同时计数。
(7)自动当系统采用红色传感器元件检测时,来保证检测到所得到为带有红色标签的快递, ,当带有红色标签的快递通过相应光学传感器后,相应气缸会伸出,将带有红色标签的分拣到相应区域,同时计数。
(8)自动当系统采用黄色传感器元件检测时,来保证检测到所得到为带有黄色标签的快递, ,当带有黄色标签的快递通过相应光学传感器后,相应气缸会伸出,将带有黄色标签的分拣到相应区域,同时计数。
(9)如果快递没有贴颜色标签,或者颜色标签有所损坏则快递会进入待检区域。
目录
1引言 3
1.1分拣系统的介绍 3
1.1.1分拣系统的发展概况 3
1.1.2国内外分拣系统的对比 4
1.2研究分拣系统的意义 5
2 分拣系统的工作过程概述 7
2.1 分拣系统流程图 7
2.2分拣系统流介绍 8
3分拣系统的硬件设计 10
3.1 PLC选型 10
3.2 传感器设计 11
3.3系统执行机构的分析与选择 14
3.3.1电机选择 17
3.3.2气动部分设计 17
4物料分拣系统软件设计 1
4.1可编程控制器(PLC)的简介 1
4.2可编程序逻辑控制器的应用领域 1
4.3发展现状及趋势可编程序逻辑控制器 2
4.4 PLC I/O表设计 4
4.5主要程序设计 5
5组态王介绍及其设计 8
5.1 组态王简介 8
5.2组态王特点 8
5.3组态王实践 9
5.4工程的建立与结构变量的定义 10
5.4.1工程的建立 10
5.4.2 建立变量方式 10
5.5 分拣动画的连接 12
5.5.1 组态王单个画面的动画连接 12
5.5.2单个动画连接 13
5.5.3整个动画基本功能 14
6总结 15
参考文献 17
附录A:PLC程序 18
附录B:组态王语言 25
|