烤漆房自动控制系统设计(含CAD电路图)(论文12000字,CAD图4张)
摘要
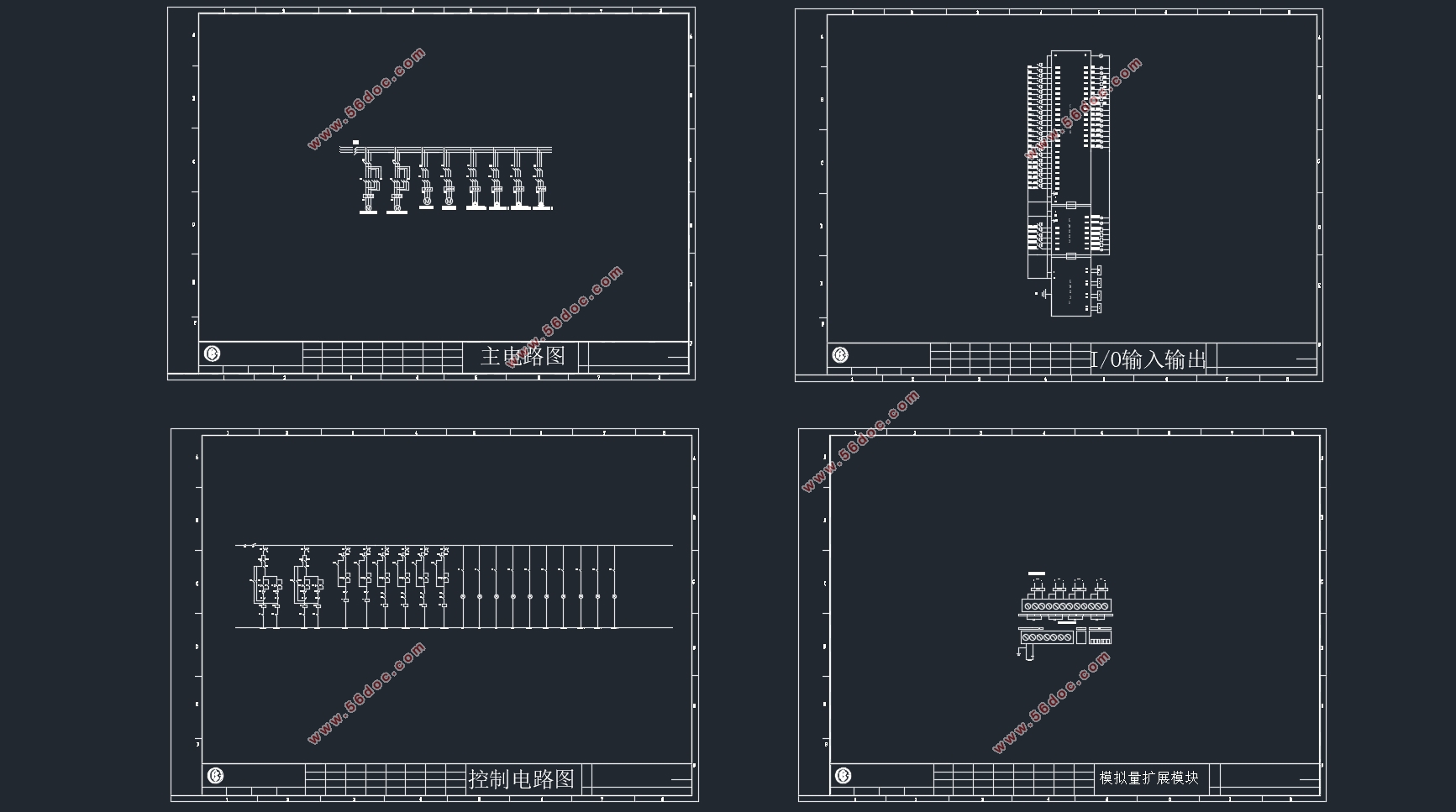
如今汽车的行业发展已经越来越快,相应的汽车烤漆行业也在蓬勃发展。本文通过对国内烤漆房与国外烤漆房的对比,了解到国外的烤漆房更加的环保。本文使用S7-200的PLC软件以及EM231扩展模块和I/O口扩展模块,实现烤漆房自动控制系统的设计与实现,并且从设计烤漆房的大小以及升温时间,计算出加热烤漆房需要红外烤漆灯的型号,通过烤漆房喷漆时需要的风量、风速以及烤漆房大小计算出两台风机的功率,通过汽车的重量、传送带托盘重量和导轨摩擦系数计算出进库电机和上升电机的功率。通过计算出来的数据对选用的器件进行合理的选型。绘制出烤漆房控制系统的一次电路图,二次电路图,PLC的I/O接线图,扩展模块图。本文通过MCGS组态软件实现烤漆房自动控制,对烤漆房的实际运作过程进行了实时监测。用红外加热系统代替传统的燃油加热系统,通过计算分析得到新型的节能红外烤漆房更加经济绿色环保的结论。
关键词:烤漆房 红外加热 S7-200 PLC MCGS
Booth Automatic Control System Design and Implementation
Abstract
Today, the automotive industry has been growing fast, and the corresponding car paint industry is also booming. By contrast to the domestic and foreign paint room paint room, paint room learned abroad more environmentally friendly. As used herein, the S7-200 PLC software and EM231 expansion modules and I / O port expansion module, Booth Design and Implementation of Automatic Control System implementation and design paint room size and heating time, calculate the heating needs infrared paint room paint lamp models, by painting paint room air volume required, wind speed and Booth size calculated power two fans, by the weight of the car, the weight and the rail conveyor tray friction coefficient is calculated into the library motors and motor power increased. Calculated from the data of the selected device is a reasonable selection. Booth draw a circuit diagram of the control system, the secondary circuit diagrams, PLC's I / O wiring diagram, expansion modules Fig. In this paper, paint room to achieve automatic control by MCGS configuration software, the actual operation of the paint room were real-time monitoring. Infrared heating system to replace the traditional fuel heating system, the analysis obtained by calculating the new energy-saving infrared paint room more economical green conclusions.
Key words:booth;Infrared heating;S7-200 PLC;MCGS
汽车喷烤漆房的原理
喷漆作业的时候,新鲜空气由进风电机送入烤漆房,并且送入的新鲜空气是经过过滤网过滤后的空气。此时空气含尘量是小于1.5mg/m3,最大的颗粒直径小于4μm,喷涂操作区断面有载风速为0.3m/s--0.4m/s。气流均匀的通过汽车周围,使得喷漆产生的漆雾不致随意的飞溅,在一定程度上改善了烤漆房喷漆工人的喷漆环境。底部排风机抽吸着烤漆房喷漆时产生的漆雾使之穿过栅格网,水平进入到喷雾过滤装置,这样的方式能够让大部分漆雾被吸附,还有极少数的油漆颗粒在通过底部过滤装置时被放置在底部的过滤网彻底的吸附,从而有效地防止油漆颗粒对活性炭层产生负面影响,废气中的有机溶剂由设置在排风口前的活性炭吸附装置吸附。在喷漆时风机应该提前启动,这样做的目的是让烤漆房内的空气先流通起来,操作人员必须是身穿干净的工作服,带好防护面具之后方可进入。


目录
摘要...........................................................................................................I
ABSTRACT...................................................................................II
第一章 引言 1
第二章 研究现状 2
2.1国内外烤漆房系统现状 2
2.1.1国内烤漆房系统设计现状 2
2.1.2国外烤漆房系统设计现状 2
2.2烤漆房的设计要求 2
2.2.1喷烤漆室技术要求 2
2.2.3 喷烤漆室的维护保养 3
2.3目前市场烤漆房存在的问题与分析 3
2.4红外线节能喷烤漆房可行性与必要性分析 4
2.4.1产品的安全性与节能性分析 4
2.4.2节能效果保障 5
2.5汽车喷烤漆房的原理 7
第三章 烤漆房自动控制系统硬件设计 8
3.1烤漆房的主要组成 8
3.1.1大门及作业安全系统 8
3.1.2照明系统 8
3.1.3送排风系统 8
3.1.4加热循环系统 8
3.1.5空气净化系统 8
3.1.6废气处理系统 9
3.1.7电控系统 9
3.2软件选型 9
3.3汽车喷烤漆房的电气设计 11
3.3.1进出库电机设备设计 11
3.3.2上升下降电机设备设计 14
3.3.3风机设备设计 14
3.3.4红外加热器设备设计 16
第四章 汽车烤漆房软件设计 18
4.1PLC程序控制 18
4.1.1程序流程图 18
4.1.2程序工作原理 19
4.1.3控制系统解释说明 19
第五章 组态画面设计 22
5.1 MCGS组态画面的建立 22
5.2组态运行环境 27
5.3脚本程序 29
总结 31
参考文献 32
致谢 34
|
